
Produkte





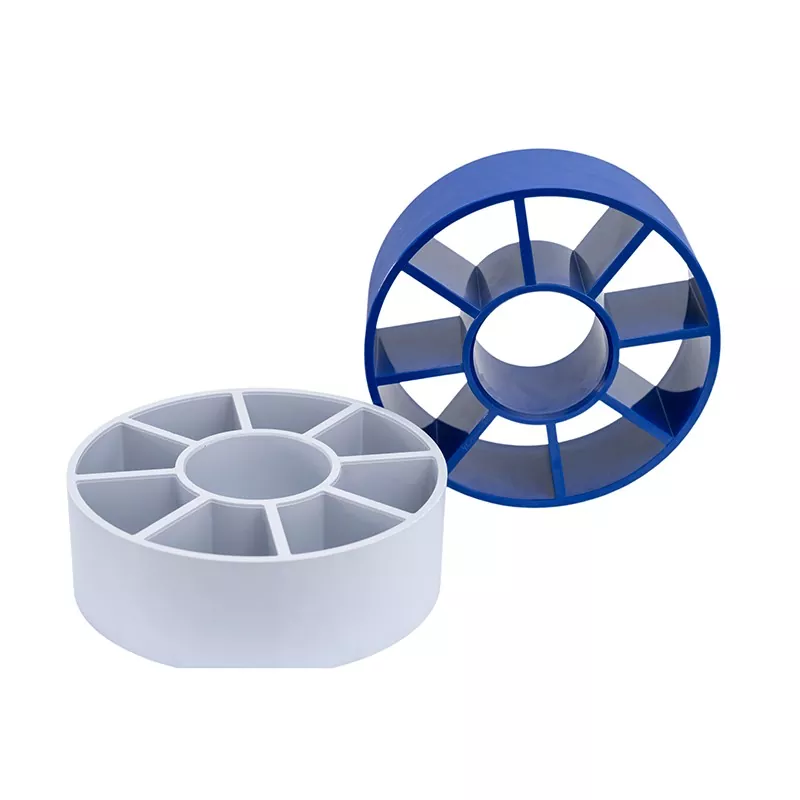

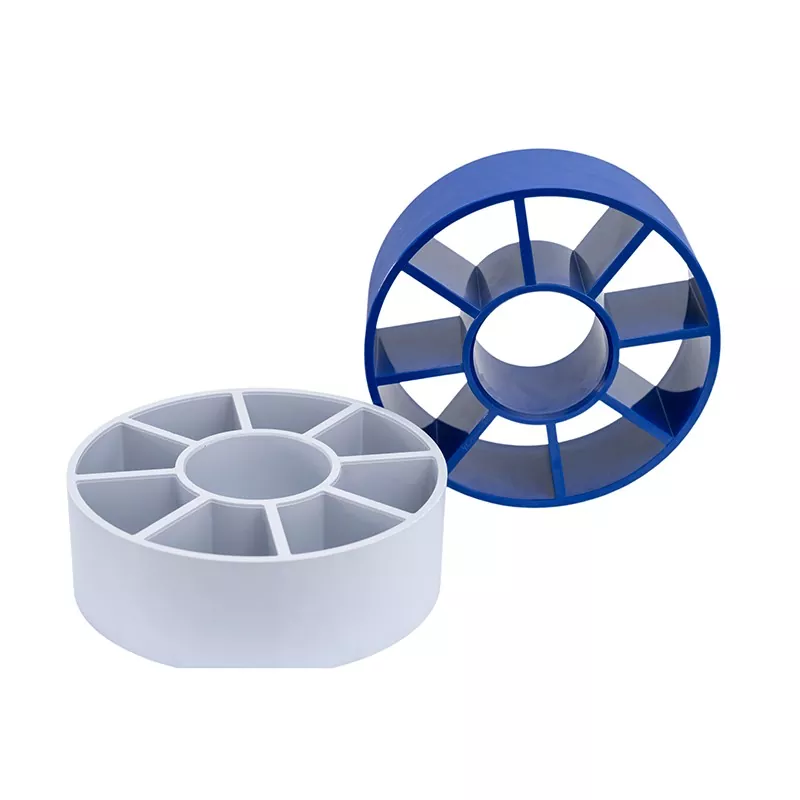
ID 3 Zoll AD 8 Zoll Doppelschichtige ABS-Spule
Hongkai Plastic widmet sich viele Jahre der Forschung und Entwicklung sowie der Herstellung doppellagiger ABS-Spule mit einem Innendurchmesser von 3 Zoll und einem Außendurchmesser von 8 Zoll. Das Unternehmen verwendet glasfaserverstärkte ABS-modifizierte Materialien als Kern und Formulierungen mit geringer Schrumpfung (≤ 0,3 %) und hoher Hitzebeständigkeit (stabil bei 120 °C), um branchenführende Präzision zu erreichen: Rundheit ≤ 0,05 mm und Geradheit ≤ 0,1 mm. Dadurch werden wellenförmige Wicklungs- und Durchhangprobleme in Separatoren effektiv gelöst und die Batterieausbeute der Kunden um mehr als 5 % gesteigert. Wir verfügen über die Zertifizierung des Qualitätsmanagementsystems ISO 9001 und SGS-Umweltprüfberichte. Unsere Produkte bestehen die Validierung extremer Umgebungsbedingungen von -40 °C bis 120 °C und haben eine Lebensdauer von mehr als 5 Jahren, wodurch die Gesamtkosten der Kunden erheblich gesenkt werden.
Anfrage absenden
Produktbeschreibung
China ID 3 Zoll OD 8 Zoll Doppelschichtige ABS-Spule von Hongkai Plastic Factory, der Produktionsprozess für ABS-Spulenkerne unterscheidet sich von dem für ABS-Röhren. Dies wird nicht vollständig durch direktes Formen oder einen einzelnen Spritzgussprozess erreicht, sondern vielmehr durch eine Kombination von Extrusionsformen und Formgebungstechnologie: Zunächst umfasst die Rohmaterialverarbeitung das Trocknen von ABS-Harz in einem Ofen bei 70–80 °C für 4 Stunden, wobei der Feuchtigkeitsgehalt streng auf ≤ 0,1 % kontrolliert wird, um Blasen oder Materialverschlechterung während der Verarbeitung zu verhindern; Anschließend erfolgt die Plastifizierung und Extrusion über einen Einschneckenextruder, wodurch das ABS in einen geschmolzenen Zustand erhitzt wird. Die Temperaturen werden wie folgt geregelt: 150–165 °C im Zuführbereich, 165–180 °C im Plastifizierbereich und 170–180 °C im Homogenisierungsbereich. Gleichzeitig wird das Verhältnis von Schneckenlänge zu Durchmesser bei 12–18:1 und ein Kompressionsverhältnis von 3–4:1 beibehalten, um eine gleichmäßige Plastifizierung zu erreichen und einen kontinuierlichen Rohrrohling zu bilden. Der Rohling wird dann mit einer speziell entwickelten Form geformt, die auf 175–190 °C gehalten wird. Seine endgültige Form wird ihm direkt durch eine innere dreieckige und äußere achteckige Rillenstruktur verliehen. Nach dem Durchlaufen der Formgebungsform gelangt der Rohrrohling zum Abkühlen und Aushärten in einen 25 cm langen Wassertank. mit einer Wassertemperatur von 20–30 °C, um die Struktur zu verfestigen und Verformungen zu minimieren. Die abgekühlten Rohre werden dann von einer Zugmaschine zu einer Schneidemaschine gezogen, wo sie automatisch auf voreingestellte Abmessungen für die Endproduktion zugeschnitten werden. Dieses Verfahren bietet erhebliche Vorteile: Bei der Strukturpräzision werden durch die Formgebung in einem einzigen Schritt komplexe innere dreieckige und äußere achteckige Strukturen erzeugt, wodurch nachträgliche Verarbeitungsfehler vermieden werden. Die Maßtoleranzen werden streng auf ±0,1 mm kontrolliert, wodurch es sich besonders für hochpräzise Anwendungen wie Lithiumbatterie-Trennspulen eignet und Ebenheit und Stabilität der Wicklung gewährleistet. Im Hinblick auf Produktionseffizienz und Kosten ermöglicht die Extrusion eine kontinuierliche Produktion mit einer einzigen Linie, die eine Tagesproduktion von 500–1000 Metern erreicht, was sie hervorragend für Großaufträge geeignet macht. Nach der Amortisierung der Formkosten reduzieren sich die Stückkosten im Vergleich zur Metallverarbeitung um 40–60 % und bieten eine hervorragende Wirtschaftlichkeit. Was die Materialanpassungsfähigkeit betrifft, bietet ABS-Harz eine hervorragende chemische Beständigkeit, Oberflächenglanz und Verarbeitungsfließfähigkeit, was es zu einem idealen Material für Kernrohre macht. Die Festigkeit kann durch Modifikationen wie Glasfaserverstärkung weiter erhöht werden, um unterschiedlichen Belastungsanforderungen gerecht zu werden.
Die grundlegenden Strukturparameter der doppelschichtigen ABS-Spule mit einem Innendurchmesser von 3 Zoll und einem Außendurchmesser von 8 Zoll wurden sorgfältig entwickelt, um den Anforderungen der High-End-Industrie gerecht zu werden: Ihr Innenrohrdurchmesser von drei Zoll dient als Kernabmessung für die innere Stützstruktur des Kernzylinders und wirkt sich direkt auf die Innenraumnutzung aus. Beispielsweise muss dieser Innendurchmesser bei Lithiumbatterie-Separator-Wickelprozessen genau mit dem Spannungskontrollsystem des Separators übereinstimmen, um die Ebenheit der Wicklung sicherzustellen. Der Innendurchmesser des Außenrohrs von 8 Zoll bestimmt die Gesamttragfähigkeit des Kerns. In Kombination mit einer Wandstärke von 6 mm optimiert dieses Design die Materialausnutzung und gewährleistet gleichzeitig die strukturelle Integrität. Dieses Produkt weist eine außergewöhnliche thermische Beständigkeit auf und unterstützt extreme Umgebungstests von -40 °C bis 120 °C, wodurch es sich besonders für Hochtemperatur-Härtungsprozesse in der Lithiumbatterieproduktion eignet. Durch die Verwendung einer Formulierung mit geringer Schrumpfung wird die Dimensionsstabilität erheblich verbessert, die Lebensdauer auf über fünf Jahre verlängert und die Kosten für den Austausch der Kundenausrüstung effektiv gesenkt. Im Hinblick auf die Umweltverträglichkeit hat der ABS-Kernschaft die maßgeblichen SGS-Tests bestanden und erfüllt damit vollständig die strengen Recyclinganforderungen für Materialien in der neuen Energiebranche. Seine Oberflächenbeschaffenheit erreicht branchenführende Standards, wobei die Kernoberflächenrauheit Ra auf ≤0,8 μm kontrolliert wird. Für Premiumanwendungen, die ≤0,5 μm erfordern, reduziert diese Präzisionsbearbeitung den Reibungswiderstand beim Aufwickeln des Separators erheblich, minimiert die Erzeugung statischer Elektrizität und verhindert eine Verschmutzung des Separators oder Oberflächenkratzer. Dadurch verbessern sich die Batterieausbeuten um über 5 %. Diese Oberflächenqualität wird durch vakuumkalibrierte Extrusionsgeräte und 12 strenge Qualitätskontrollprozesse erreicht, unterstützt durch eine vollständige digitale Rückverfolgbarkeit des Prozesses. Bemerkenswert ist, dass sich die Bearbeitungsgenauigkeit des Kernrohrs direkt auf die Batterieleistung auswirkt: Seine Maßhaltigkeit gewährleistet die Konstanz des Innenwiderstands der Batterie innerhalb eines Variationsbereichs von 15 % bis 20 %. Darüber hinaus verbessert es nach 1.000 Lade-Entlade-Zyklen die Batteriekapazitätserhaltung um 5–8 % und bietet so eine entscheidende Garantie für die langfristige Zuverlässigkeit von Leistungsbatterien.


Hot-Tags: ID 3 Zoll AD 8 Zoll Doppelschichtige ABS-Spulenfabrik
Verwandte Kategorie
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.



